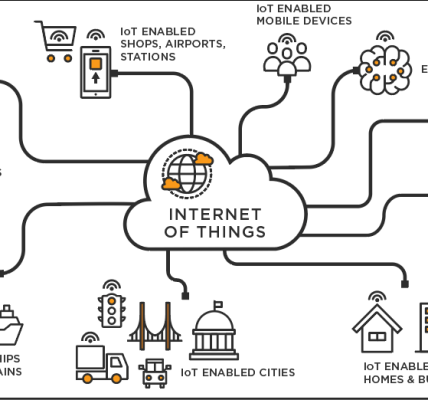

Industrial Internet of Things (IIoT) is revolutionizing the manufacturing industry by connecting machines, devices, sensors, and other components to a network for seamless communication and data exchange. This interconnected system allows manufacturers to monitor, analyze, and optimize their operations in real-time, leading to increased efficiency, productivity, and cost savings.
How Does Industrial IoT Work?
Industrial IoT relies on sensors and devices embedded in machines and equipment to collect data on various parameters such as temperature, pressure, speed, and usage. This data is then transmitted to a central cloud-based platform where it is processed, analyzed, and used to make informed decisions and improve operations. Manufacturers can remotely monitor equipment performance, predict maintenance needs, and automate processes to streamline production.
Benefits of Industrial IoT for Manufacturers
1. Improved Efficiency
Industrial IoT enables manufacturers to optimize their processes by monitoring equipment performance, identifying bottlenecks, and streamlining workflows. Real-time data analytics help in making quick adjustments to maximize output and minimize downtime, leading to increased efficiency and productivity.
2. Predictive Maintenance
One of the key benefits of Industrial IoT is predictive maintenance, where manufacturers can proactively monitor equipment health and detect potential issues before they lead to costly breakdowns. By analyzing data from sensors, manufacturers can predict when maintenance is needed, schedule repairs, and avoid unexpected downtime, saving time and money in the long run.
3. Cost Savings
By optimizing operations, reducing downtime, and preventing breakdowns, Industrial IoT helps manufacturers save costs associated with maintenance, repairs, and lost production time. Additionally, predictive maintenance can extend the lifespan of equipment, reduce energy consumption, and improve overall efficiency, resulting in significant cost savings for manufacturers.
4. Enhanced Safety and Compliance
Industrial IoT enables manufacturers to monitor safety-critical systems, track environmental conditions, and ensure compliance with regulations in real-time. By integrating sensors and devices, manufacturers can monitor hazardous conditions, detect abnormalities, and take preventive measures to ensure a safe working environment for employees and compliance with industry standards.
5. Data-Driven Decision Making
With Industrial IoT, manufacturers can access valuable insights from vast amounts of data collected from sensors and devices. This data can be analyzed to identify trends, patterns, and opportunities for improvement, allowing manufacturers to make informed decisions, optimize processes, and drive innovation in their operations.
Conclusion
Industrial IoT is transforming the manufacturing industry by connecting machines, devices, and sensors to a network for seamless communication and data exchange. By leveraging the power of IoT, manufacturers can improve efficiency, reduce costs, enhance safety, and make data-driven decisions to stay competitive in today’s fast-paced market. Embracing Industrial IoT is no longer an option but a necessity for manufacturers looking to achieve operational excellence and drive business growth.